
Klasmeier – Präzision in Temperatur
Alles zum Kalibrieren von Thermometern
Seit über 35 Jahren steht Klasmeier für hochpräzise Temperaturmessung und Temperaturkalibrierung. Wir sind Ihr kompetenter Ansprechpartner: Von der Suche nach dem passenden Equipment für Ihr Temperatur-Kalibrierlabor, über die Temperaturkalibrierung Ihrer Geräte bis hin zu Schulungen für die erfolgreiche Anwendung im Alltag. Profitieren Sie von unserer langjährigen Erfahrung und dem Know-How unseres Teams!
In diesen Bereichen können Sie auf unsere Expertise zählen:




Kalibrierdienst Klasmeier
In unserem DAkkS-Laboratorium kalibrieren wir Temperatur-Normale mit hervorragend kleinen Messunsicherheiten. Mit unserer Spezialisierung auf die Messgröße Temperatur können wir höchst präzise Kalibrierungen mit kurzen Durchlaufzeiten von 5 – 7 Arbeitstagen garantieren.

Highlights:
- Temperatur-Fixpunkte von -189°C bis 961°C
- Vergleichskalibrierung bei -196°C und
von -80°C bis 1200°C - dreifacher Satz Temperatur-Fixpunkte
- hervorragende Messunsicherheit

eXacal Präzisions-Thermometer Präzisionsthermometer
Widerstandsthermometer und Thermoelemente
Unter dem Markennamen eXacal fertigen wir Präzisionsthermometer in Handarbeit. Sie werden zum Messen von genauen Temperaturen eingesetzt oder als Labor-Normal verwendet.
Über viele Jahre sind sie in der Manufaktur zum genauen Messen optimiert worden. Die verschiedenen eXacal Thermometer können in einem Temperaturbereich von -200°C bis 1200°C eingesetzt werden.

Produkt Highlights
-

milliK Temperaturmessgerät
5.645,00 €
(Thermoelemente und Pt100) -

Kalibrierstrahler Hyperion R
9.365,00 €
-20°C bis 125°C -

Vollautomatische Thermoelement Vergleichsstelle TRU 937
10.370,00 € – 12.490,00 € -

Thermoelement-Kalibrator Pegasus
6.390,00 € – 10.055,00 €
150 °C bis 1200 °C -

Kalibrator für Infrarot Thermometer
2.860,00 €
20°C bis 50°C -
Pt100 Modell H Hoch-Temperatur Präzisionsthermometer
1.560,00 € – 2.775,00 €
(-100 °C bis 660 °C)
Kalibrieren von Thermometern
Ein Thermometer ohne eine rückführbare Kalibrierung zu anerkannten nationalen oder internationalen Normalen ist ziemlich nutzlos. Trotzdem kaufen und verwenden Anwender in großen Stückzahlen produzierte Thermometer, die ohne eine Kalibrierung geliefert werden. Der Käufer hofft, dass der Hersteller gewissenhaft gewesen ist, Kalibrierüberprüfungen von Stichproben durchgeführt hat, und in dieser Stichprobe eine bestimmte Messunsicherheit erreicht hat.
Bleibt die Frage, ob der Hersteller passende Normale für die Kalibrierung verwendet hat?
Die einzige Art, sich auf ein Thermometer verlassen zu können, ist, es zu kalibrieren. Dann kann der Anwender sicher sein, dass die erhaltenen Messergebnisse auch sinnvoll sind. Man würde sich ja auch nicht auf die Anzeige der Armbanduhr verlassen, es sei denn man hat sich versichert, dass sie entsprechend genau geht. Trotzdem werden heute ganze Industrieanlagen mit unkalibrierten Thermometern gefahren!
Die Temperatur ist eine der am häufigsten gemessenen physikalischen Größen, aber ihre Grundlage wird häufig nicht ausreichend genug verstanden. Im Gegensatz zu anderen Größen, z. B. der Masse und der Zeit, ist die Temperatur auf einer theoretischen Anzahl von Bedingungen definiert, während die anderen Einheiten auf wirklichen physikalisch realisierbaren definierten Bedingungen basieren. Das perfekte Kilogramm ist in Paris, und die Zeit basiert auf atomaren Übergängen in einem Cäsium Atom.
Die Temperatur begründet sich in der Thermodynamik von perfekten Systemen, die wie ideale Gase funktionieren. Dies führte zu der thermodynamischen Temperaturskala von Kelvin (K), einer ziemlich unpraktischen Skala. Was heute vorhanden ist, ist die beste Annäherung thermodynamischer Systeme um eine brauchbare Temperaturskala zu erreichen, die der theoretischen so nahe wie möglich kommt. Die gegenwärtig verwendete Temperaturskala ist die internationale Temperaturskala von 1990 (ITS-90). Diese definiert sich in Grad Celsius (°C) über 0°C und in Kelvin (K) oder °C für Temperaturen unterhalb 0°C (1°C = 1K).
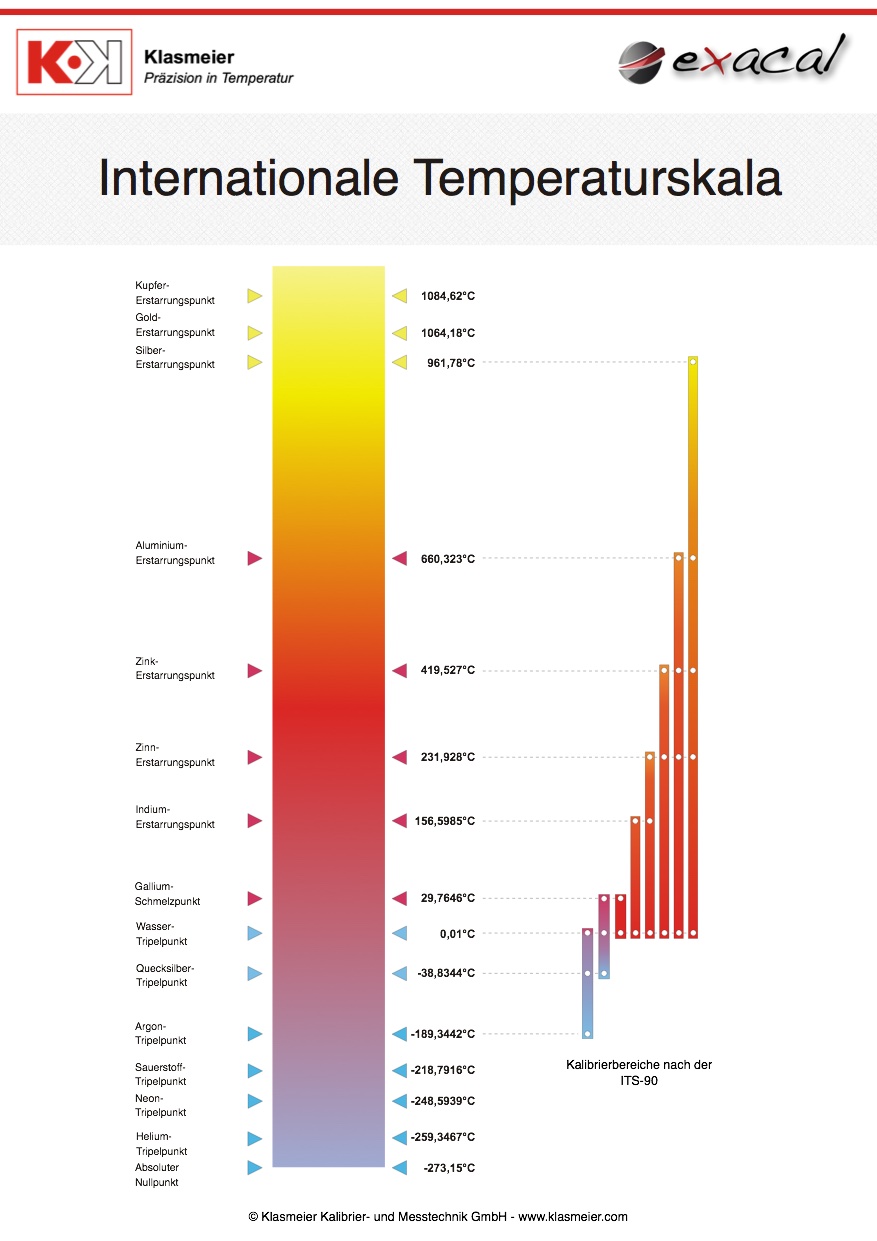
Internationale Temperaturskala von 1990 (ITS-90)
Die einfachste und die genaueste Methode ein Thermometer zu kalibrieren, ist die Verwendung von Fixpunkten (Bild 1). Dabei ist man auf eine kleine Anzahl von Punkten in einem Temperaturbereich beschränkt und muss sorgfältig aufpassen, dass eine Rückführbarkeit zu den anerkannten internationalen und nationalen Normen gegeben ist.
Die am häufigsten vorkommenden Temperaturmessungen werden im Bereich zwischen -200°C und 1100°C durchgeführt. Die dort verwendeten definierenden Fixpunkte, mit den durch die ITS-90 zugeordneten Temperaturwerten, sind in der Tabelle 1 für den Bereich von -200°C bis 1100°C dargestellt.
Definierende Fixpunkte der ITS-90 im Bereich von -200 bis 1100°C
| Fixpunkt | Physikalischer-Zustand | Temperatur in °C | Interpolationsthermometer |
| Argon | Tripelpunkt | -189.3442 | SPRT |
| Quecksilber | Tripelpunkt | -38.8344 | SPRT |
| Wasser | Tripelpunkt | 0.010 | SPRT |
| Gallium | Schmelzpunkt | 29.7646 | SPRT |
| Indium | Erstarrungspunkt | 156.5985 | SPRT |
| Zinn | Erstarrungspunkt | 231.928 | SPRT |
| Zink | Erstarrungspunkt | 419.527 | SPRT |
| Aluminium | Erstarrungspunkt | 660.323 | SPRT |
| Silber | Erstarrungspunkt | 961.78 | SPRT |
| Gold | Erstarrungspunkt | 1064.18 | SP |
SPRT: Normal-Platinwiderstandsthermometer (Standard Platinum Resistance Thermometer)
SP: Strahlungspyrometer
Tripelpunkt Fest, Flüssig und Gasförmig im Gleichgewichtszustand
Schmelzpunkt Fest und Flüssig im Gleichgewichtszustand
Erstarrungspunkt Fest und Flüssig im Gleichgewichtszustand
Um die Temperaturen zwischen diesen Punkten zu ermitteln, wurden ausgesuchte Thermometer definiert, wie sie in der Tabelle 1 (Interpolationsthermometer) angegeben sind. Diese werden für einen bestimmten Bereich an den Fixpunkten kalibriert und dann dazu benutzt, Temperaturwerte zwischen den Fixpunkten zu interpolieren.
Zur Kalibrierung von Arbeits-Normalthermometer an Temperaturen zwischen den Fixpunkten, werden die SPRT´s benutzt, um die Arbeitsnormalthermometer dagegen zu vergleichen. Dazu ist es notwendig, beide Thermometer in einen isothermischen Bereich zu geben, der groß genug ist, um sicher zu stellen, dass die Thermometer die gleiche Temperatur haben wie das Kalibriervolumen.
Durch die definierenden Grundlagen der ITS-90 wurden zwei Methoden entwickelt, Thermometer zu kalibrieren. Es handelt sich hierbei um die Fixpunktmethode und die Technik der Vergleichskalibrierung.
Das ursprünglich vom Deutschen Kalibrierdienst (DKD, heute DAkkS) akkreditierte Kalibrierlabor der Firma Klasmeier arbeitet mit beiden Methoden. Für die Fixpunktkalibrierungen stehen folgende Fixpunkte zur Verfügung:
Auswahl von Temperatur-Fixpunkt-Zellen zur Kalibrierung an Fixpunkten der ITS-90
| Schlanke Temperatur-Fixpunkt-Zelle | Physikalischer Zustand | Temperatur nach ITS-90 in °C |
| Argon | Tripelpunkt | -189,3442 |
| Quecksilber | Tripelpunkt | -38,8344 |
| Wasser | Tripelpunkt | 0,010 |
| Gallium | Schmelzpunkt | 29,7646 |
| Indium | Schmelzpunkt | 156,5985 |
| Zinn | Erstarrungspunkt | 231,928 |
| Zink | Erstarrungspunkt | 419,527 |
| Aluminium | Erstarrungspunkt | 660,323 |
| Silber | Erstarrungspunkt | 961,78 |
An den Temperaturfixpunkten können Thermoelemente (z.B. Typ R) und Widerstandsthermometer (z.B. Pt100) Die oben genannten Temperatur-Fixpunkt-ZelleTemperatur-Fixpunkt-Zellen ergeben die größte Flexibilität in der Durchführung der Kalibrierung. Der Kunde braucht nur die Temperaturfühler und nicht das ganze Erfassungssystem zur Kalibrierung zu senden und spart damit Kosten und mögliche Probleme beim Transport. Trotzdem wird immer die Kalibrierung der kompletten Messkette empfohlen. Es ist nicht notwendig, Temperatur-Fixpunkt-Zellen der Größe zu verwenden, wie sie in nationalen Primär-Labors verwendet werden. Die neuen schlanken Temperatur-Fixpunkt-Zellen erfüllen exakt die hier benötigten Genauigkeitsanforderung. Die großen Temperatur-Fixpunkt-Zellen stellen eine Eintauchtiefe von 180 mm zur Verfügung, die schlanken Temperatur-Fixpunkt-Zellen haben 130 mm, sind aber um einiges kostengünstiger. Zudem gibt es heute die modernen ISO-Tower, die auf die Anforderungen von Kalibrierlaboratorien nach DIN EN ISO/IEC 17025 angepasst sind.
Ein weiteres gutes Beispiel für den Gebrauch von den schlanken Temperatur-Fixpunkt-Zellen ist die Kalibrierung von intelligenten Temperaturfühlern wie sie in der Nahrungsmittelindustrie sehr weit verbreitet sind.
Diese intelligenten Temperaturfühler stellen ein Widerstandsthermometer mit einer Auswerteelektronik im Handgriff dar. Das Signal wird über eine RS232 Schnittstelle zur Auswertung weitergegeben.
Obwohl die Elektronik temperaturkompensiert ist, ist es wichtig, sie kühl zu halten und das erfordert eine kurze Eintauchtiefe während der Kalibrierung. Die schlanken Temperatur-Fixpunkt-Zellen sind ideal für diese Anwendung, weil sie bei einer kleinen Eintauchtiefe eine sehr kleine Messunsicherheit zur Verfügung stellen. Dies ist bei anderen Methoden nicht immer möglich. Das Kalibrierlabor des Autors hat ein Kalibriersystem für diese Temperaturfühler entwickelt, um das Beste aus den Fühlern herauszuholen. Dazu benutzt es schlanke Temperatur-Fixpunkt-Zellen wie sie in Tabelle 2 dargestellt sind.
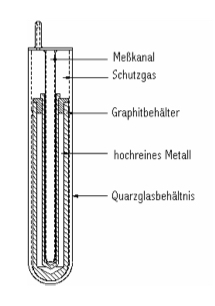
Eine Temperatur-Fixpunkt-Zelle benutzt man entweder, um sie zu kühlen, zu heizen oder sie an einer konstanten Temperatur zu halten. Das ist abhängig vom physikalischen Zustand. z.B. kann eine ZinkpunktTemperatur-Fixpunkt-Zelle (419,527°C) beim Schmelzpunkt oder beim Errstarrungspunkt verwendet werden, der Wert ist identisch. Um sie zu schmelzen, heizt man die Temperatur-Fixpunkt-Zelle 1°C oder 2°C über der Fixpunkttemperatur und um den Erstarrungspunkt zu bekommen, wird das Material durchgeschmolzen und dann 1°C oder 2°C unterhalb der Fixpunkttemperatur abgekühlt.
In Primär-Laboratorien werden die großen Temperatur-Fixpunkt-Zellen, die über 30°C zur Verfügung stehen, in der Regel am Erstarrungspunkt benutzt. Um schnell ein sehr flaches Plateau zu erhalten, wird der Temperatur-Fixpunkt-ZelleTemperatur-Fixpunkt-Zelle ein Kühlschock (Supercool) verpasst, der die Erstarrung einleitet. Dies geschieht entweder durch das Eintauchen eines Quarzglasrohres, das sich an Umgebungstemperatur befindet, in die Temperatur-Fixpunkt-Zelle oder durch einen Luftstrahl, den man in den Messkanal leitet. Wenn die Erstarrung begonnen hat, wird ein Normalthermometer mit einer bekannten Kalibrierung in die Temperatur-Fixpunkt-ZelleTemperatur-Fixpunkt-Zelle hineingegeben, um festzustellen, dass das Erstarrungsplateau erreicht ist und die Temperatur in Ordnung ist. Jedes stabile Thermometer kann benutzt werden, um das Plateau zu überprüfen. Das Plateau ist so lange vorhanden, wie die Thermometeranzeige konstant ist. Die Verwendung eines Normalthermometers zur Überprüfung der Plateautemperatur hilft dem Anwender, sich von der korrekten Methode und Einrichtung zu überzeugen.
Eine weitere Möglichkeit der Überprüfung, dass alles mit der Temperatur-Fixpunkt-ZelleTemperatur-Fixpunkt-Zelle, dem Ofen und dem Thermometer in Ordnung ist, ist, das Thermometer ein paar Zentimeter aus der Temperatur-Fixpunkt-Zelle herauszuziehen und sich zu vergewissern, dass der Messwert des Thermometers weiterhin konstant bleibt.
Bei den schlanken Temperatur-Fixpunkt-ZelleTemperatur-Fixpunkt-Zellen wurde der Gebrauch vereinfacht, indem die Anwendung des Schmelzzustandes empfohlen wird. Es ist recht einfach, die erstarrte Temperatur-Fixpunkt-Zelle zu nehmen, sie in den Kalibrator zu geben, z.B. in den ISOTECH-Medusa Metall-Blockkalibrator, und die Temperatur 1°C bis 2°C über den Schmelzpunkt zu setzen. Ein Normalthermometer kann dazu benutzt werden, festzustellen, wann das Schmelzplateau erreicht ist, aber auch jedes andere stabile Thermometer wird eine stabile Anzeige haben, wenn die Temperatur-Fixpunkt-Zelle anfängt zu schmelzen. Dies ist eine viel einfachere Prozedur ein Plateau zu erreichen als die Erstarrungstechnik und hat zwei andere Vorteile: Wenn die Thermometer, die zu kalibrieren sind, beim Eintauchen in die Temperatur-Fixpunkt-ZelleTemperatur-Fixpunkt-Zelle ein wenig kühler sind als die Temperatur-Fixpunkt-Zelle, dann verursacht ihre Temperatur das Wiedererstarren von einigem geschmolzenen Metall und damit wird der Schmelzzustand verlängert. Plateaus von schlanken Temperatur-Fixpunkt-Zellen sind typischerweise in einem Bereich von ± 0,002°C stabil und das über eine Dauer von 6 Stunden, natürlich abhängig von den Geräten und der Behandlung. Über Schnittstellen und vorhandene Software kann der Vorgang teilautomatisiert werden.
Je mehr Kalibrierungen hierbei durchgeführt werden, umso länger hält das Schmelzplateau. Der umgekehrte Fall tritt auf, wenn der Erstarrungspunkt benutzt wird, da die kühleren Thermometer, die es zu kalibrieren gilt, die Erstarrungszeit abkürzen.
Ein weiterer Vorteil bei der Schmelzmethode ist, dass die Hintergrundtemperatur des Ofens höher ist, als die der Temperatur-Fixpunkt-Zelle und dieses hilft Wärmeableitfehler bei solchen Thermometern zu reduzieren, die eigentlich eine größere Eintauchtiefe haben müssten. Neben den Schlanken Temperatur-Fixpunkten werden heute auch oft die modernen ISO-Tower verwendet.
In manchen Widerstandsthermometern werden als Verlängerungsdrähte vom Messwiderstand zum Kabel Silberdrähte benutzt, um diese Thermometer billiger zu machen. Diese Anwendung erhöht die Eintauchtiefe für präzise Messungen, da die Wärmeleitfähigkeit von Silber sehr hoch ist. Die Verwendung von Platinanschlussdrähten ist hier zu empfehlen.
Der Wasser-Tripelpunkt
Der Wasser-Tripelpunkt ist etwas schwieriger in Betrieb zu nehmen. Es gibt dabei grundsätzlich zwei Methoden:
- Aufbau des Eismantels um den Messkanal herum durch die Verwendung von flüssigem Stickstoff (Ice Mantle Maker) oder durch mit flüssigem Stickstoff gekühlte Metalleinsätze oder die Verwendung von Trockeneis.
- Die sogenannte „slush-Methode“. Hierbei wird das hochreine Wasser in der Temperatur-Fixpunkt-Zelle auf ca. -7°C abgekühlt und durch Schütteln die Kristallisation erzeugt. Dieser physikalische Schock – genannt „Supercool“ – ist ausreichend, um das Kristallwachstum anzuregen und das Eis entlang der Temperatur-Fixpunkt-Zelle als „Eismatsch“ zu erzeugen.
Die erste Methode ist allgemein anerkannt als die genaueste, das bedeutet aber, dass man eine Reihe von Geräten, z. B. einen Ice Mantle Maker zur Verfügung haben muss, um niedrige Temperaturen zu erzeugen. Die „slush-Methode“ benötigt weniger Gerätschaft und Geschicklichkeit. ISOTECH bietet zwei Metallblockbäder an, die sehr angenehm die Bildung des Eis-Wassergemisches vornehmen und in der Lage sind, den Wasser-Tripelpunkt für eine begrenzte Zeit (8 Tage) aufrechtzuhalten. Wenn die Temperatur-Fixpunkt-Zelle präpariert ist, ist es notwendig, sie an einer konstanten Temperatur von ca. 0,010°C zu halten. Ca. 30 Minuten nachdem die Temperatur-Fixpunkt-Zelle präpariert ist, kann der Wasser-Tripelpunkt eingesetzt werden. Diese Wartezeit ist notwendig, damit sich thermischer Stress innerhalb der Temperatur-Fixpunkt-Zelle zurückbildet.
Für hochpräzise Messungen, bei denen eine Jarrett-ISOTECH Temperatur-Fixpunkt-ZelleTemperatur-Fixpunkt-Zelle für eine UKAS* Zertifizierung mit einer Messunsicherheit von ±0,00015°C zu prüfen ist, werden Messungen über Wochen durchgeführt und die Temperatur-Fixpunkt-Zelle dabei in einem Wasser-Tripelpunktdarstellungsbad aufbewahrt. Für die Aufrechthaltung der Temperatur-Fixpunkt-Zellen für eine kurze Zeit reicht auch schon mal ein Dewargefäß mit gestoßenem Eis, aber wie schon vorher dargestellt gibt es Blockkalibratoren, die die Temperatur-Fixpunkt-Zelle in Betrieb nehmen und die Aufrechthaltung durchführen.
Vergleichsmethode
Die Kalibrierung nach der Vergleichsmethode ist die am meisten verbreitetste Art der Kalibrierung. Sie bedeutet den Vergleich eines minderwertigen Thermometers mit einem höherwertigen. Dabei können beide der gleichen Konstruktion entsprechen aber das höherwertigere wurde mit einer kleineren Messunsicherheit kalibriert. Der Vergleich findet in einem Kalibriervolumen statt, beispielsweise in einem Kalibrierbad, in dem ein entsprechend großes Volumen mit einer sehr gleichmäßigen Temperatur zur Verfügung steht. Dieser isothermische Bereich muss groß genug sein, um beide Thermometer aufzunehmen, damit sie auf dieselbe Temperatur gebracht werden können wie das Bad.
Die Methode der Vergleichskalibrierung begründet sich auf den O. Hauptsatz der Thermodynamik, der das thermische Gleichgewicht eines Systems als Spezialfall des allgemeinen thermischen Gleichgewichts beschreibt.
Der 0. Hauptsatz erklärt sich:
Werden zwei oder mehrere Körper miteinander in Berührung (in Thermischen Kontakt) gebracht, so stellt sich in dem nun aus ihnen zusammen gebildeten thermodynamischen System ein Gleichgewichtszustand derart ein, dass (nach hinreichend langer Zeit) alle Körper dieselbe Temperatur annehmen. Die Körper stehen untereinander im thermischen Gleichgewicht.
Der 0.Hauptsatz der Thermodynamik stellt die Existenz der Temperatur als Zustandsgröße in thermodynamischen Systemen fest.
Das thermische Gleichgewicht ist ein Spezialfall des allgemeineren thermodynamischen Gleichgewichts, bei dem neben der Temperatur weitere makroskopische Zustandsgrößen wie Volumen, Druck u. a. betrachtet werden.
Eintauchtiefe
Die notwendige Eintauchtiefe eines Thermometers, um die Badtemperatur zu erreichen, ist abhängig von der Konstruktion des Thermometers, der Temperaturdifferenz zwischen dem Bad und der Umgebungstemperatur, der Wärmeableitungskapazität und der Temperaturstabilität des Bades. Eine einfache Regel zur Annäherung der Eintauchtiefe ist, den Durchmesser des Thermometers mal 10 bis 15 zu nehmen, und die eineinhalbfache Länge des Sensors dazuzurechnen. Diese Länge sollte für hohe und niedrige Temperaturen erhöht werden und dort, wo der Durchmesser des Thermometers wesentlich kleiner ist als der interne Durchmesser des Messkanales, worin das Thermometer platziert ist.
Ein einfacher Test zur Überprüfung einer ausreichenden Eintauchtiefe ist, das Thermometer, wenn es stabil auf einer Temperatur ist, ca. 2 cm aus dem Bad herauszuziehen und zu beobachten, ob sich die Messergebnisse verändern. Dieses Herausziehen kann man solange durchführen, bis man eine Mindesteintauchtiefe ermittelt hat.
Wie schon vorher dargestellt, misst ein Thermometer nur seine eigene Temperatur. Der Anwender geht davon aus, dass dies auch die Temperatur des das Thermometer umgebenden Mediums ist. Um dies sicher zu stellen, sollten einige Tests durchgeführt werden.
Beispiel einer Vergleichskalibrierung
Für ein Beispiel einer Vergleichskalibrierung wird die Untersuchung von zwei Methoden der Kalibrierung eines industriellen Platin-Widerstandsthermometers bei 150°C dargestellt. Die besten Ergebnisse werden dabei in einem umgewälzten Ölbad mit einem Normal- Platinwiderstandsthermometer erreicht.
Zwei Thermometer werden tief in das Bad (>300mm) und in einen Kupfer- oder Aluminiumausgleichsblock eingetaucht. Zur Auswertung braucht man ein Messgerät, das den Widerstand messen kann. Dazu kann entweder ein Digital-Multimeter oder ein für diesen Anwendungsfall gebautes Widerstandsmessinstrument verwendet werden. Die Messunsicherheit des Kalibriersystems hängt davon ab, wie präzise das industrielle Platin-Widerstandsthermometer kalibriert werden soll. Für das Beispiel soll angenommen werden, dass es für die Nahrungsmittelindustrie ist, und es besser als ± 0,1°C kalibriert werden muss. Um dieses zu erreichen, sollte das Kalibriersystem mit Faktor 3 bis 10 x präziser sein, d.h. ± 0,03°C bis ± 0,01°C. Der Anwender muss daher in der Lage sein, ein isothermisches Kalibriervolumen herzustellen, dessen Temperatur zu messen und den Widerstand des unbekannten Thermometers mit ± 0,03°C oder besser zu messen. Da es ein industrielles Widerstandsthermometer ist, werden die Stabilität und die Reproduzierbarkeit nicht so gut sein. Das Kalibriersystem ist aber gut genug, um die Leistungsfähigkeit des Thermometers auszumessen und einen Wert für das Thermometer zu ermitteln.
Dann kann untersuchet werden, ob das industrielle Platin-Widerstandsthermometer in der Lage ist, die ±0,1°C Forderung einzuhalten.
Die Mindestanforderung an ein Gerät, um den Widerstand des Thermometers zu messen, ist, dass es drei Dezimalstellen hat und eine Messunsicherheit von mindestens 0,04%. Damit kann man den Widerstand des Thermometers bis zu einem äquivalenten Wert von ungefähr ± 0,01°C messen. Wenn das Bad und das Normalthermometer ähnliche Messunsicherheiten haben, dann hat man grundsätzlich eine ± 0,03°C Systemmessunsicherheit für die ersten Untersuchungen.
Zur Durchführung der Messung bringt man das Bad auf eine Temperatur so nah wie möglich an 150°C und wartet bis das System stabil geworden ist.
Die einfachste Art der Kalibrierung ist, 5 bis 10 Messungen eines jeden Thermometerwiderstandes durchzuführen und aus diesen Datenwerten einen Mittelwert zu bilden.
Der Widerstand des Normalthermometers wird nun in Verbindung mit dem Kalibrierzertifikat dazu benutzt, den Temperaturwert des Bades zu ermitteln. Danach kann man die Werte wie nachfolgend in Tabelle 3 gezeigt, darstellen.
Einfache Vergleichsergebnisse
| Temperatur in °C | Messwert des zu kalibrierenden Thermometers in Ohm |
Messunsicherheit des zu kalibrierenden Thermometers in ±°C |
| 150,032 | 157,319 | 0,1 |
Vergleichskalibrierung unter Bildung eines Verhältniswertes
Die zweite Methode der Kalibrierung, genannt die Vergleichskalibrierung unter Bildung eines Verhältniswertes, benötigt keine Badtemperatur, die sehr nahe bei 150°C liegt. Die Badtemperatur sollte in einer Bandbreite von ± 0,1°C bei 150°C liegen. Dann folgt der Widerstand beider Thermometer, die gemessen werden, folgender Gleichung:
150 Rx = (Rx ./. RSPRT) x 150RSPRT Ohm
Wobei 150RX der Widerstand des geprüften Thermometers bei ideal 150,000°C ist.
RX der Widerstand des geprüften Thermometers im Bad bei ca. 150°C.
R SPRT der Widerstand des SPRT gemessen im Bad bei ca. 150°C, und 150 RSPRT der Widerstand SPRT bei 150,000°C, errechnet aus dem Kalibrierzertifikat.
Diese Methode begründet sich auf dem Verhältnis Rx/RSPRT = konstant, und das ist normalerweise der Fall bei einer stabilen Temperatur innerhalb 0,1°C des angefragten Temperaturwertes. Unter der Voraussetzung, dass die Thermometer exakt gleich sind, würde dieses Verhältnis über den gesamten Temperaturbereich immer eins sein. Ein weiterer Vorteil dieser Methode ist, dass sie nur eine geringe Messunsicherheit des Anzeigegerätes erfordert, speziell wenn das Verhältnis 1 ist. Das Anzeigegerät braucht nur über die Messzeit stabil sein und eine ausreichende Auflösung haben.
Die Ergebnisse stellen sich dann wie in Tabelle 4 dar.
Ergebnisse der Vergleichskalibrierung unter Bildung eines Verhältniswertes
| Temperatur in °C | Messwert des zu kalibrierenden Thermometers in Ohm |
Messunsicherheit des zu kalibrierenden Thermometers in ±°C |
| 150 | 157,307 | 0,1 |
Mit modernen wahren digitalen Mehr-Kanal-Thermometern, beispielsweise dem microK von ISOTECH, können die oben genannten Messergebnisse sehr leicht erreicht werden. Solche Instrumente können mit den Kalibrierergebnissen des Normal-Platinwiderstandsthermometers programmiert werden, so dass es die tatsächliche momentane Temperatur des Bades anzeigen kann. Das Gerät kann selbsttätig das Verhältnis Rx/RSPRT ausarbeiten, wenn das industrielle Platin- Widerstandsthermometer an den anderen Kanal angeschlossen ist.
Um die Messunsicherheit der Widerstandsmessung zu überprüfen, die man mit einem Digital- Multimeter gemacht hat, besonders wenn diese keine Messunsicherheit von ± 0,04% haben, sollte ein Normalwiderstand in die Messreihe geschaltet werden. Der Normalwiderstand sollte einen ähnlichen Wert wie das Thermometer haben, z.B. 100 Ohm mit einer Messunsicherheit von ± 0,004%. Hat das Digital-Multimeter (DMM) 3 Kommastellen und eine gute Kurzzeitstabilität, können Messergebnisse erreicht werden, wie nachfolgend dargestellt:
Rx = (Rox ./. Ros) x Rs
Wobei Rx der Widerstand des zu kalibrierenden unbekannten Widerstandes ist.
Rox der Widerstand des unbekannten Widerstandes gemessen durch das DMM ist.
Ros der Widerstand des Normalwiderstandes gemessen durch das DMM ist.
Rs der wahre Wert des Normalwiderstandes, dokumentiert im Zertifikat ist.
Für die hochpräzisen Widerstandsmessungen sollten grundsätzlich 4-Leiter-Schaltungen zusammen mit einer schaltenden Gleichstrom oder einer Wechselstrom -Widerstandsmesseinrichtung verwendet werden. Die 4-Leiterschaltung verhindert Fehler in den Verbindungsleitungen, die in einem 2-Leitersystem auftreten.
Die Anwendung eines schaltenden Gleichstromsystems (d.h. messen des Widerstandes mit Gleichstrom in eine Richtung und dann Wiederholung der Messung mit dem Strom in der anderen Richtung und Anzeigen des durchschnittlichen Messwertes der beiden Messungen) oder eines Wechselstrom-Widerstandsmesssystems hilft, thermoelektrische Fehler in den Anschlussverbindungen zu verhindern.
Rückführbare Kalibrierungen
Am Ende dieses Aufsatzes soll noch das Thema „Rückführbare Kalibrierungen“ angesprochen werden.
Bei einer Kalibrierung ist eine Rückführbarkeit dann gegeben, wenn der Anfang und das Ende einer Kalibrierkette nachvollzogen werden kann. Das industrielle Platin-Widerstandsthermometer, das als Beispiel kalibriert wurde, würde ein Ende der Kalibrierkette sein und das Nationale Normal das andere. Dazwischen werden in der Regel ein oder zwei Vergleichskalibrierungen von Normalen liegen. Aber auch das ist gänzlich im Konzept einer rückführbaren Kalibrierung. Je länger die Kette ist, umso größer ist die Messunsicherheit beim Endergebnis. Mit der Rückführbarkeit ist keine zeitliche Dauer verbunden.
Eine rückführbare Kette kann möglicherweise viele Jahre zwischen ihrem Start und dem Ende überdauern. Berücksichtigt man z.B. ein SPRT bei der PTB mit einer Rekalibrierungsfrist von 2 Jahren kalibriert, und dass dieses SPRT dazu benutzt wird, Arbeitsnormale alle 2 Jahre zu kalibrieren. Das Arbeitsnormal kann ca. 4 Jahre fern vom Nationalen Labor sein und dennoch gute Arbeit verrichten.
Eine rückführbare Linie allein garantiert allerdings nicht für gute Messergebnisse. Dafür braucht es gute Mitarbeiter, eine gute Einrichtung, eine gute Umgebung und gute Kalibriervorschriften. In Deutschland haben wir eine unabhängige Einrichtung (DKD – Deutscher Kalibrierdienst und DAkkS – Deutsche Akkreditierungsstelle) welche die Arbeit seiner akkreditierten Labors begutachtet und damit sicher stellt, dass auch die letzte Kalibrierung vernünftig rückführbar ist nach anerkannten Nationalen Normalen. Der Ausdruck „anerkannte nationale Normale“ bedeutet, dass auch die primären Normale anderer Länder benutzt werden können, solange es eine Vereinbarung über die Zusammenarbeit zwischen diesen Ländern gibt.

